
文章介绍了药板装盒机的工艺对控制系统的要求,并对设备的工作过程及其软、硬件设计进行了详细地分析。采用PLC作为核心控制,并结合人机界面技术从而实现了控制过程的智能化和控制参数的可视化。
全自动药板装盒机是药品包装的重要设备之一,采用机器装盒,一方面可以提高包装效率,降低包装的人工成本,另一方面还可以提高卫生水平。本文介绍的全自动装盒机不仅适用于药品,而且也适用于食品、保健品等板状物品的自动装盒。其主要功能包括:
(1)药品说明书的自动折叠与传送、药盒成型与传送;
(2)将药板与说明书装入药盒、药盒两端纸舌封装、打批号(有钢字和喷码两种可供选择);
(3)生产计数、成品输送,对无说明书或空盒进行剔除及计数;
(1)具有自动检测功能:能实现无药板不下说明书、无说明书不吸盒、无纸盒报警或停机、产品进盒不到位报警或停机;
(2)具有友好的人机界面:可实时对设备的运行状态进行监视和控制,以实现数据采集、设备控制、参数调节以及各类信号报警等各项功能;
(3)装盒速度高(设计速度120盒/min)、调速范围宽,以适应不同尺寸、工艺及装盒速度的产品;
(4)运行方式要求能实现咱动运行”呼动运行”两种方式;
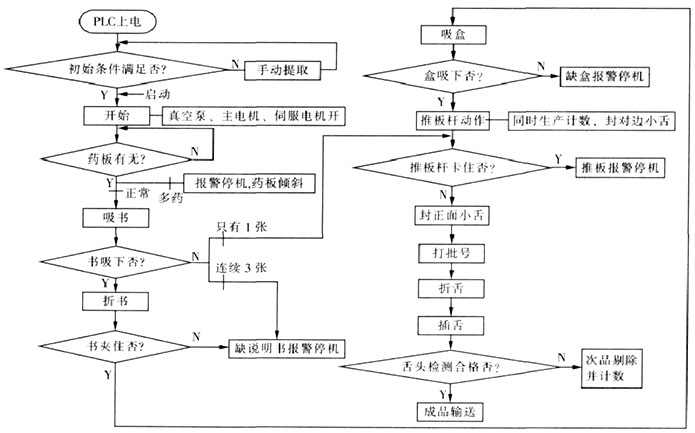
图1工作流程图
在系统工作时,按下自动按钮,当初始条件即:①推板基准点检测正常;②说明书料位检测正常;③药盒料位检测正常;④真空泵压力检测正常,满足时便进入自动运行方式。系统将按图1所示流程工作。
根据当前电气技术的发展趋势结合装盒机的控制要求,装盒机的主拖动部份拟采用交流变频调速系统,控制部分使用PLC系统的电气原理图,如图2所示。
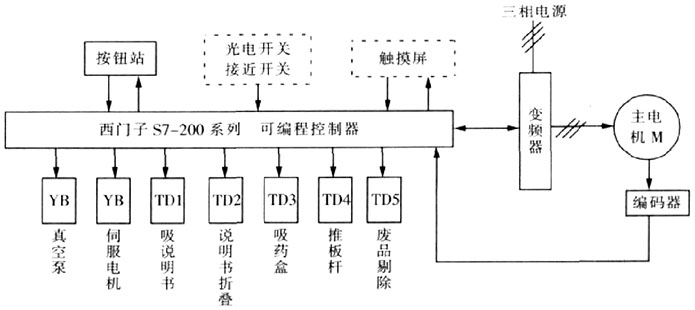
图2装盒机电器原理图
设备的大部分操作都通过按钮站来完成,操作指令传送给PLC控制系统,PLC对这些指令进行处理后控制相应的设备。PLC将设备的运行状态信号传送给按钮站,按钮站用指示灯显示相应的信息。触摸屏用各种画面,可以形象直观地显示整个电气系统的各种运行状态和设备可能发生的电气故障。操作人员和电气维护人员,查看触摸屏画面就可以了解整个设备运行状况和故障发生的位置。PLC用于实现开关量逻辑控制和控制变频电机转速大小。旋转编码器与电动机同轴连接,对电动机进行测速。按钮站的按钮、外部接近开关、光电开关、压力开关和操作手柄通过PLC,控制真空泵、伺服电机的启/停、说明书的吸下、说明书的折 叠、药盒的吸下、推板杆的动作以及废品的剔除。
该设备的折纸机、推板杆伺服电机、主电机与真空泵采用PLC进行控制。根据工作要求,现场有光电检测开关11个,接近检测开关2个,压力检测开关1 个。另外设置手动控制按钮6个,自动控制按钮2个,工作方式选择开关2个,其次,变频调速系统需要2个数字输入点,所以PLC需要26个数字输入信号。系统控制对象是折纸机、推板杆伺服电机、主电机与真空泵。折纸机需1个电磁阀控制。推板杆伺服电机为单向运输,仅需1个输出点,主电机与变频器组成变频调速系统需要1个数字输出,真空泵的输出作为吸说明书与吸药盒使用,其中吸说明书需一个电磁阀控制,吸药盒需2个电磁阀控制,废品剔除需1个电磁阀控制,给药盒仓加料时需要1个盒仓升降控制电磁阀,故现场控制信号有9个,另外设置了“准备就绪”、“循环”、“停比”、和“故障”等系统状态指示灯4个,所以系统需要有20个数字量输出。
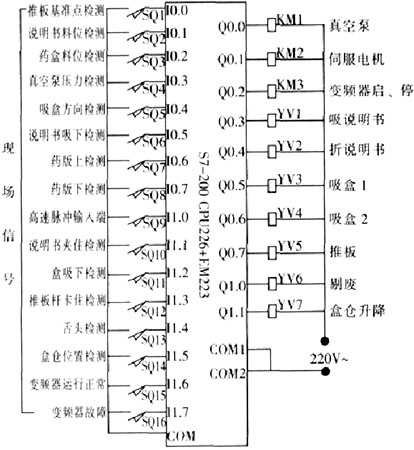
图3 PLC外部接线图(一)
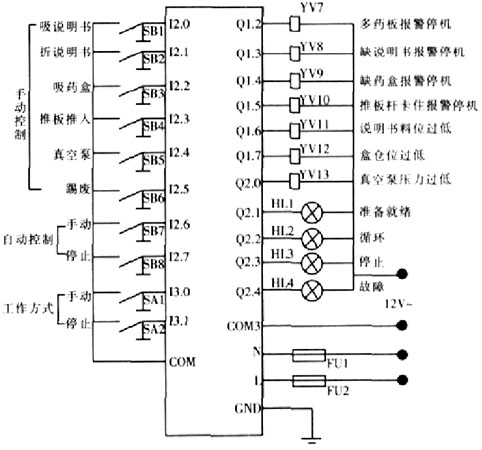
图4 PLC外部接线图(二)
根据输入输出信号的数量、类型及控制要求,同时考虑到系统维护、功能扩展以及经济性等因素,主控部件决定选用西门子SIMATICS7-200 CPU226可编程控制器,其共有24个输入点和16个输出点;同时外加一个数字量扩展模块EM223产品编号为6ES7 223 - 1 PH20 -OXAO该模块有8个数字输入,8个数字输出。PLC外部接线图,如图3所示(继电器一接触器控制线路部分略)。
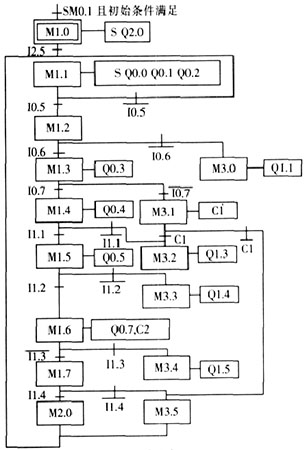
图5 自动运行SFC
根据装盒机的工作流程可知,它是一个典型的顺序控制,为此移位寄存器顺序控制。自动运行的顺序控制功能流程图如图5所示。
主电机的拖动控制采用变频器完成。一般变频器都提供有而板控制、端子控制和通讯控制等控制方。常规的控制一般采用端子控制。变频器的启动/停比、方 向、警告、故障指示以及故障复位通过使用开关量控制,速度控制采用模拟量给定完成,这种方式需要大量的配线工作量,同时也需要大量的控制模块。随着基于现 场总线的底层控制网络的发展,许多电气传动的生产厂家推出了具有数据通信功能的产品,可以采用各种现场总线,如:LonWorks,PROFIBUS, CAN等,以方便系统组态,但一般作为附件需要另外购置接口硬件。
在药板装盒机自动控制系统中,采用S7-200PLC通过RS485接口使用USS协议对SIEMENSMM440变频器进行控制。通过专门的 USS协议指令,实现变频器参数的读取、写入、各种运行的监视,通讯距离可达S00m,极大地减少了线路连接的复杂性,提高了系统的可扩展性。
Wncc提供了多种控制器件、图形控件和功能组件,能组合各种显示和控制功能。利用人机界面操作监控系统,对PLC中的实时数据进行显示、记录、存储、处理,从而满足各种监控要求。软件还可以为不同的操作人员设置不同的操作密码和相应的操作权限。触摸屏软件的设计包括创建画面和信息,并将它们和 PLC程序相连。具体分为以下3个步骤:
(1)界面可视化设计
界面组态具体涉及输入/输出区域组态、指示器组态、功能键组态、控制键组态及文本显示等各种格式,可根据实际控制功能的差异设计不同的画面。
(2)定义变量
变量在触摸屏的组态功能与PLC的相应I/O接点及存储单元之间建立联系,实现触摸屏敏感元件对PLC参数的输入、PLC当前值及报警信号向触摸屏的输出。
(3)设置通信参数
实现触摸屏与PLC的通信。根据实际情况设计了以下3个界面。
①主界面:触摸屏的默认画面。实现操作者密码设定、系统时间设定,同时可以切换到其它任意画面。
②手动操作界面:画面上设置若干功能键分别对装盒机的每个动作进行手动操作。
③状态监控界面:通过此画面,操作人员可对装盒机的运行状态实时监控,可以显示当前的生产数量及故障报警等信息。
采用PLC一触摸屏结合的电气控制方案并与机械、变频调速、传感器技术组合一体,使整机性能可靠;设备的可维护性和灵活性得到了显著提高。其具有良好的人机界面、完善的远程监视和控制功能,使操作更方便。另因在开发中采用了PC软件仿真,缩短了开发周期,提高了软件的可靠性,极大的方便了程序的离线调试,可广泛应用于药品、保健品、化妆品等行业。