
目前我国生产的全自动装盒机主要分类:
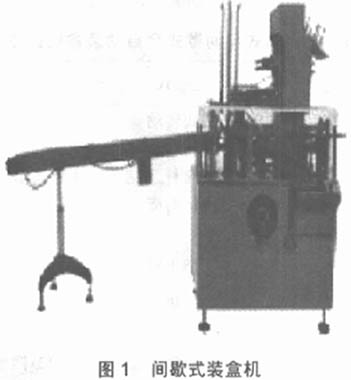
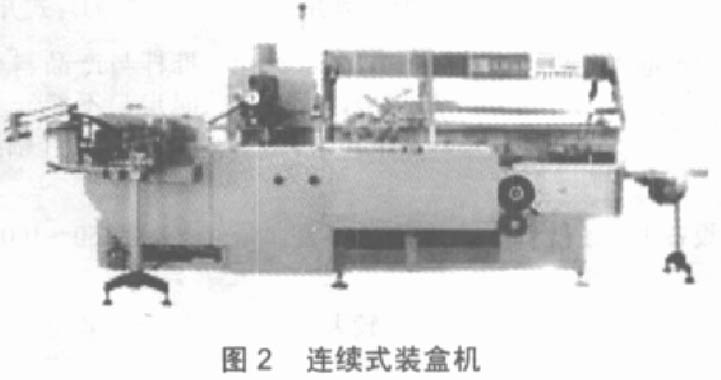
(1)按包装物料的不同可分为B.P.K.G型,即泡罩板型、针剂型及软膏型;(2)按工作原理可分为连续式(见图l1)与间歇式(见图2J二种; (3)按生产速度可分为低速(< 100盒/min)、中高速(100 ~180盒/min)、高速(>200盒/min)三种。
间歇式装盒机的传动机构属间断运行型,主传动靠分度器或刹车垫式来控制每个循环的运动和停留。其速度最快为80~100盒/min,一般在50~80盒/min具体分析如下:
(1)主传动停留时间内。1)传送链中产品落入静止传送链的船内,开盒系统为单头往复式,盛放纸盒的仓内最多存放200个纸盒,单吸头吸下纸盒并靠静止的盒传送链的链条及挡板来打开纸盒,同时放入链条上,最后单吸头返回,这样结构速度较慢;2)折纸机吸下的说明书间断性地送至产品船下面,纵向固定的推杆系统横向将产品推入纸盒中,推杆再返回原位;3)横向固定的封盒系统将纸盒关闭,再返回原位。
(2)主传动运动时间内。产品传送链运动将船中的产品依次送至折纸机和开盒系统的吸头下而,此时折纸机不动作,推杆不动作,封盒系统也停止动作。
由于间歇式装盒机的上述传动原理决定了其生产速度的缓慢,而连续式装盒机在吸收间歇式优点的同时,进行了较大的改进与整合,现将二者进行比较,见表1。
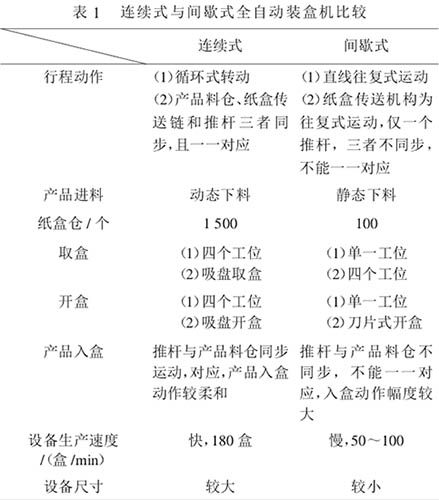
从上述比较中可看到:间歇式装盒机由于传动机构的限制,速度慢,工作不稳定,对纸盒要求高,且没有机械记忆装置,更换规格不方便,因此只适用于产量低、速度不高的产品和场合。
由于受到包装材料的影响,我国间歇式装盒机的装盒稳定速度一直只维持在35~100盒/min之间,而连续式装盒机的问世,可将装盒稳定速度维持在180盒/min左右。但是,我国各制药企业生产的药品规格与品种都各不相同,同一企业生产的药品规格也各不相同,产量也不同,就给包装作业带来一定的困难,所以可调性装盒机更适用于各制药企业的应用。在设备的控制性能上,各大公司也都普遍采用人机界面、变频调速等技术,并加装了对不合格的产品自动剔除的功能,这些也体现出全自动装盒机的优越性。随着中国加入WTO和进出口贸易规模的不断扩大,国外对包装质量要求更高。国内企业对包装的要求也在不断提高, 特别是国内一些产品档次比较高且有防伪性能要求的产品,通常需要在全自动装盒机再加装热熔胶机,它改变了原来固有的插舌模式为粘盒封口,这样包装出来的产 品外形更加整洁美观。
以上简单对全自动装盒机在制药工业应用作些比较性探讨,具体各企业选型时还得根据各个企业生产能力、生产规模及包装材料等各方而的因素而定,随着全自动装盒机在制药企业的广泛应用和发展,其将发挥出它的更大优势。